手机:13373179856
电话:0317-8041925
传真:0317-8043925
网址:www.kedacc.com
联系人:王经理
邮箱:btlyhb@163.com
电话:0317-8041925
传真:0317-8043925
网址:www.kedacc.com
联系人:王经理
邮箱:btlyhb@163.com

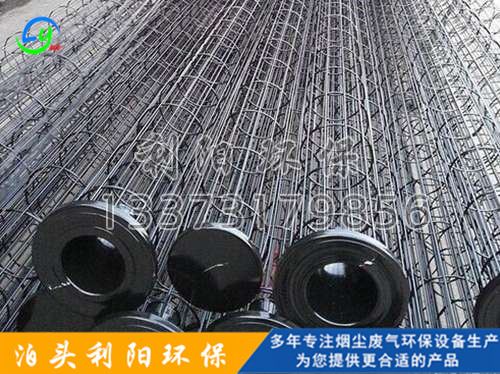
硅除尘骨架是采用碳钢经多头高频自动点焊机一次焊接成型,并进行硅后处理的 除尘骨架。
表面喷涂硅粉的硅骨架外表光滑无毛刺,没有脱焊、虚焊和漏焊等情况,与普通材质除尘骨架相比,耐热性 强,在280℃左右的工况环配中也有良好的表现,甚至瞬间使用温度可达300℃。近年来,已经与各种不同除尘袋联合应用于各种高温、高腐蚀环境中,取得良好表现。
硅骨架与普通喷塑除尘骨架的制作流程一样,只是加工工艺稍有不同,也就是烘干温度和时间要 高和 长,从而达到 加良好的和性,以及 长的寿命。硅骨架特别适用于大型发电机组的除尘器应用,甚至在一些特定环境可代替不锈钢除尘骨架使用,从而,节约了用户成本。
硅除尘骨架生产过程:
1.将已加工好的袋笼浸入除油槽15分钟,目的是除去袋笼表面的油污。
2.从除油槽中取出袋笼放入清洗槽进行浸泡清洗,目的是除去袋笼上的除油剂。
3.从清洗槽取出袋笼放入除锈槽进行除锈处理,目的是除去袋笼上的金属氧化层,增强吸附力。
4.从除锈槽取出笼骨放入磷化槽进行磷化处理,目的是增强袋笼表面的粘合力。
5.将处理好的袋笼放入烤箱,温度设为$2100℃,进行20-30分钟的烘干,目的除去袋笼上的水份,保持袋笼本体的干燥。
6.取出袋笼,将调制好的硅均匀的喷涂在袋笼表面。涂层厚度在60μm~100μm。
7.将喷涂好的袋笼放入烤箱,温度设为$2220℃,进行120分钟的烘烤。之后保持$2200℃,进行30分钟的热定型。将袋笼自然冷却,即完成了袋笼硅喷涂工艺。
8.硅粘合力 强的厚度在60-70μm之间。